东莞市腾羽五金科技有限公司
已实名认证供应商 · 主营 主营:磷化处理,传动配件五金,同步轮,皮带轮,轴套,窄V带轮
- 联系人
- 王运美
- 电话
- 查看联系方式
产品详情 产品参数
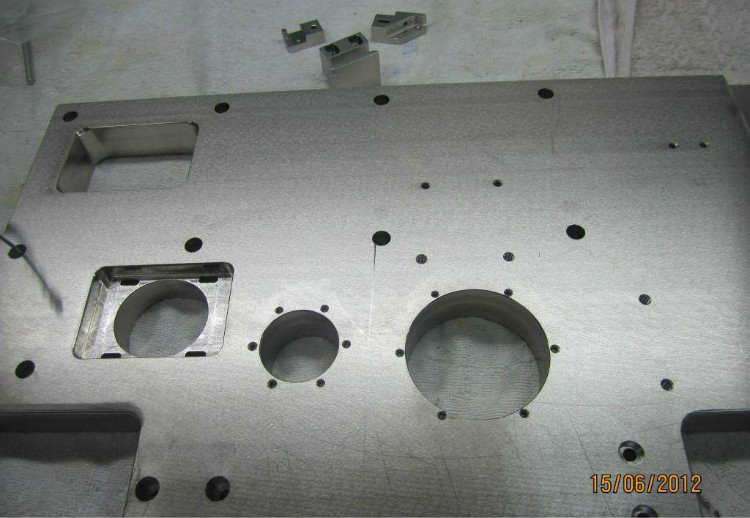
磷化加工 1、纯锰系磷化:主要用于高速运转的零部件(如齿轮、链条、轴承等)的减磨自润滑功能膜层处理,以及要求较高的工具、标准件等的耐磨、耐腐蚀膜层处理。磷化膜颜色依据材质的不同呈现灰黑色~黑色,中性盐